

核心提示:刀具在金属加工领域里无处不在。9 月 19 日,当汉诺威欧洲国际机床展览会 (EMO) 盛大开幕时,瓦尔特这家来自 Tübingen 的刀具专家将奉上让众多客户大获裨益的全球最新产品。
更快、更深、更经济 - 在这句口号的引领下,刀具专家瓦尔特将在 2011 年欧洲国际机床展览会 (EMO) 上隆重展出其新开发的产品。尤其是来自汽车行业、航天航空行业、能源行业、机械行业和轨道交通行业,当然也包括来自其他金属加工行业的广大客户能从这些创新产品中受惠良多。
银虎(Tiger.tec® Silver)技术精进不休
如今,银虎(Tiger.tec® Silver) 技术亦能在车削领域发挥其强大优势。展会上将首次介绍进行 ISO 标准钢件加工时所采用的新一代可转位刀片:Tiger.Tec® Silver ISO P。借助这些产品,效率提升幅度最高达 75%。
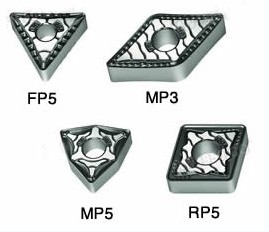
图1 Tiger∙Tec® Silver ISO P
Tiger.Tec® Silver技术与全新槽型的创新结合促成了车削加工方面的性能提升
新颖的高效切削刀具材料银虎(Tiger.tec® Silver) 于 2009 年上市,以其出色的耐磨性和非凡的韧性将两种截然相悖的切削刀具材料特性巧妙融合在一把可转位刀片上。银虎(Tiger.tec® Silver) 的高韧性在 CVD 切削刀具材料中独树一帜。它基于一项由预处理、新型微结构氧化铝涂层和后处理共同构成的新技术。银虎(Tiger.tec® Silver) 刀片的使用寿命通常能延长两倍,并在刀片与刀片之间保持恒定。
现在,瓦尔特将独一无二的 CVD 涂层技术与同样全新开发的钢件加工通用槽型系列相结合。用于钢件车加工的新一代可转位刀片包括三种切削材质 WPP10S (ISO P10)、WPP20S (ISO P20) 和 WPP30S (ISO P30)。借助耐磨性和韧性方面各有差异的多种特性,这些材质可适用于各种加工任务。四种新的 ISO 槽型 FP5、MP3、MP5 和 RP5 都具有很大的通用断屑区域,籍此提升可转位刀片的效能。这四种槽型彼此互补,精确配合。与现有的槽型相比,其应用范围扩大了 20% 至 40%,因此仅用这四种槽型就能覆盖钢件加工的整个应用范围。更长久与恒定的刀具寿命、更迅捷的切削速度、简便的排屑和极高的精准性、更杰出的工艺可靠性及机床使用率让钢件车加工的生产效率最多提升 100%。

图2 Tiger·Tec® Silver 3件组
新开发的 Tiger•Tec® Silver 切削材质 WKP25S 在保证最大工艺可靠性的同时,实现了最高生产效率。
而在铣削领域,高效切削刀具材料银虎(Tiger.tec® Silver) 同样能大展身手。切削材质 WKP25S 主要应用于钢材和铸铁材料的粗加工,通过这种材质,通用的切削材质 WKP35S 得到了强有力的补充。这类可转位刀片在中等每齿进给量下实现高切削速度,并能应用于湿加工、高材料强度或严重断续切削条件下,卓越性能彰显其不凡特质。Xtra•tec® 系列中所有常见的刀具均可采用这类刀片。因此亦能将生产效率最多提升 100%。
缔造速度和深度方面的辉煌纪录
用于铸铝和其他有色金属的带 PCD 刀夹的瓦尔特新型高速铣刀也有望改写世界纪录,其最大切削速度按等级分为每分钟 5000 至 7000 米。对于要求在极短时间内实现较高金属去除率的应用领域,例如在汽车行业或通用机械行业内进行有色金属的大面积加工,F4050 堪称首选。为实现最佳性能,其刀夹由高强度钢制成,带有焊接式 PCD 刀刃,高强度铝基体带有硬质氧化表面。刀具本体的直径范围为 80 至 200 毫米。精确到 µ 级的刀夹同轴度调整、通过锁紧螺钉进行固定以及利用平衡微调螺钉调至更高平衡等级,这些操作都可以便捷省时地执行。高速铣刀 F4050 尤其以其良好的性价比令人信服,这也是因为它能多次重磨。

图3 新型 F4050 是带 PCD 刀夹的高速铣刀,用于短切屑非铁金属材料
核心品牌瓦尔特-蒂泰克斯 (Walter Titex) 的新型 Alpha®4 XD 钻头缔造了真正的世界纪录。高效整体硬质合金内冷钻头是唯一能达到 70xD 钻深的麻花钻,同时无需退刀。瓦尔特为整体硬质合金毛坯的制造使用了新的方法,因此才使得生产出如此长的整体硬质合金钻头第一次成为可能。Alpha®4 XD70 适用于加工钢、铸铁和有色金属。在 5 至 12 mm 的直径范围内,Alpha®4 XD70 作为专用刀具生产。与单刃枪钻相比,XD 钻头的性能大约是前者的 10 倍。

图4 以两倍于目前标准的钻深荣升为世界纪录保持者:Alpha·4 XD70 钻深可达 70xD
价格和时间优势

图5 ConeFitTM 系统的新成员:核心品牌瓦尔特-普瑞特 (Walter Prototyp) 的双刃刀具
适用于需要大排屑槽的加工
核心品牌瓦尔特-普瑞特 (Walter Prototyp) 的 ConeFit™ 模块化整体硬质合金铣刀系统稳步扩展。ConeFit™ 的刀具设计将昂贵的可更换整体硬质合金铣刀头与由低成本材料制成的刀杆合二为一。锥形刀柄由一个精密椎体构成,带有已获专利的自定心专用螺纹。在此次欧洲国际机床展览会 (EMO) 上,瓦尔特将隆重推出 ConeFit™ 铁锹型,这是一款采用压制工艺制成的新型模块化双刃刀具,适用于 ConeFit™ 系统。这种刀具尤其适用于仿形铣、插铣、倒角、钻定心孔和铣定位面。专门为石墨加工而研制的刀具同样也是全新产品。目前,在石墨加工可换铣刀系统市场中,瓦尔特是唯一的供应商。N50 金刚石涂层型铣刀现在包括带刀尖圆弧的四刃铣刀以及双刃仿形球头铣刀。当前 ConeFit™ 系统中的第三个新成员是核心品牌瓦尔特-普瑞特 (Walter Prototyp) 的 Proto•max™ST 铣刀,用于钢材或不锈钢的粗加工及精加工,均具有最大金属去除率。

图6 品牌瓦尔特-普瑞特 (Walter Prototyp) Protodyn® 挤压丝锥的牌号增加了后缀“HSC”。
最后,瓦尔特还将在欧洲国际机床展览会 (EMO) 上展示一款用于所有挤压成形材料的新型整体硬质合金挤压丝锥 - Protodyn® HSC。后缀“HSC”(高速切削) 将这款挤压丝锥纳入了整体硬质合金丝锥 Paradur® HSC 和 Prototex® HSC 产品系列。因为这种 Protodyn® (S) HSC 型刀具的成形速度可达高速钢挤压丝锥的两倍。这一性能提升主要归功于具有绝佳耐磨性和附加 TiCN 涂层的新型硬质合金基体。而其性价比也几乎翻倍。